En el post de hoy queremos hablaros sobre el OEE y de cómo los sistemas APS pueden ayudarte a optimizarlo.
Este mismo concepto se aplica a otros valores que tenemos en cuenta al momento de fabricar (KPI de servicio, Ocupación, Tiempos de reglaje, Carga, Tiempos de espera, Retrasos, Costes, etc)
2 TERMINOS INDISPENSABLES PARA LA PLANIFICACIÓN DE PRODUCCIÓN
Dicho esto, primero vamos a aclarar los 2 principales términos que debemos conocer:
OEE (Overall Equipment Effectiveness) es una métrica se usa para medir la eficiencia operativa de los equipos e incluye 3 variables:
- Disponibilidad: pérdidas por los paros programados o no programados de la línea de producción.
- Rendimiento: pérdidas causadas porque las máquinas funcionan a menor ritmo que su capacidad total.
- Calidad: pérdidas por la fabricación de unidades defectuosas.
APS (Advanced Planning and Schedulilng): herramientas que simulan el proceso de fabricación a capacidad real (con todos los recursos y todas las limitantes) a fin de obtener el plan de producción. Haz clic aquí para obtener más detalles.
¿Cuáles son las características de los sistemas APS?
Como comentábamos en anteriores posts, recordemos que soluciones APS se caracterizan por:
- Simular nuestra fabricación, los recursos, las limpiezas, la disponibilidad de materiales, la previsión de suministros, la mano de obra necesaria (y la real), los mantenimientos preventivos, y todo aquello que afecte a nuestro proceso. De esta forma, el plan que se genere se corresponderá lo más posible a la realidad.
- Realiza la optimización avanzada del proceso, teniendo en cuenta todo lo anterior, más las prioridades que podemos definir, más cualquier incidencia que ocurra.
- Y los sofisticados algoritmos que utiliza pueden parametrizarse para priorizar algunas variables respecto a otras, durante este proceso la optimización.
- El resultado que obtenemos podrá luego modificarse fácilmente para hacer esos ajustes que sólo quien secuencia sabe que son necesarios (por ejemplo, un pedido urgente de nuestro mejor cliente)
Puedes acceder a las anteriores publicaciones sobre la secuenciación y planificación de la producción mediante los siguientes enlaces:
-PLANIFICADOR DE PRODUCCIÓN APS ORTEMS: UN PASO MÁS HACIA UN PROCESO PRODUCTIVO ÓPTIMO
Y ahora sí, entremos en materia.
Accede a la grabación de esta webinar dónde analizamos con un caso práctico todo lo que se puede conseguir mediante sistemas APS y la planifiación de producción
¿Cómo anticipar el OEE?
Lo que siempre se busca en cualquier proceso de fabricación es tener el este indicador de la planta lo más alto posible. Está claro que cuanto más tiempo tengamos a nuestros recursos produciendo correctamente, más fabricaremos y mejor serán los resultados de la compañía. Está claro que estamos hablando del ideal y que, dependiendo del sector en el que nos encontremos, también hay que controlar el servicio al cliente, el cumplimiento de fechas, evitar envíos urgentes (o penalizaciones), no incurrir en subcontrataciones o minimizar las horas extras y varias más que vosotros conocéis muy bien.
Ahora bien, este indicador se toma siempre como los valores resultantes de haber producido, y tiene su lógica dado que las variables que usamos se corresponden con lo que ha pasado en la realidad. De hecho, de las 3 variable que utilizamos, las 2 últimas (Rendimiento y Calidad) sólo se pueden obtener habiendo producido, pero la que más afectará a nuestro proceso será la primera (Disponibilidad), y es donde tenemos que poner nuestros esfuerzos.
Aquí es donde intervienen las herramientas APS que nos ayudarán a mantener alto el tiempo dedicado a fabricar (Disponibilidad), y si tomamos una decisión que afecte este rendimiento, poder hacerlo con todos los datos de impacto que sean necesarios. Dicho de otra forma, decidiremos teniendo en cuenta que haremos y que impacto tiene, que es la única forma de prever como afecta al conjunto del negocio.
Veamos ahora un ejemplo:
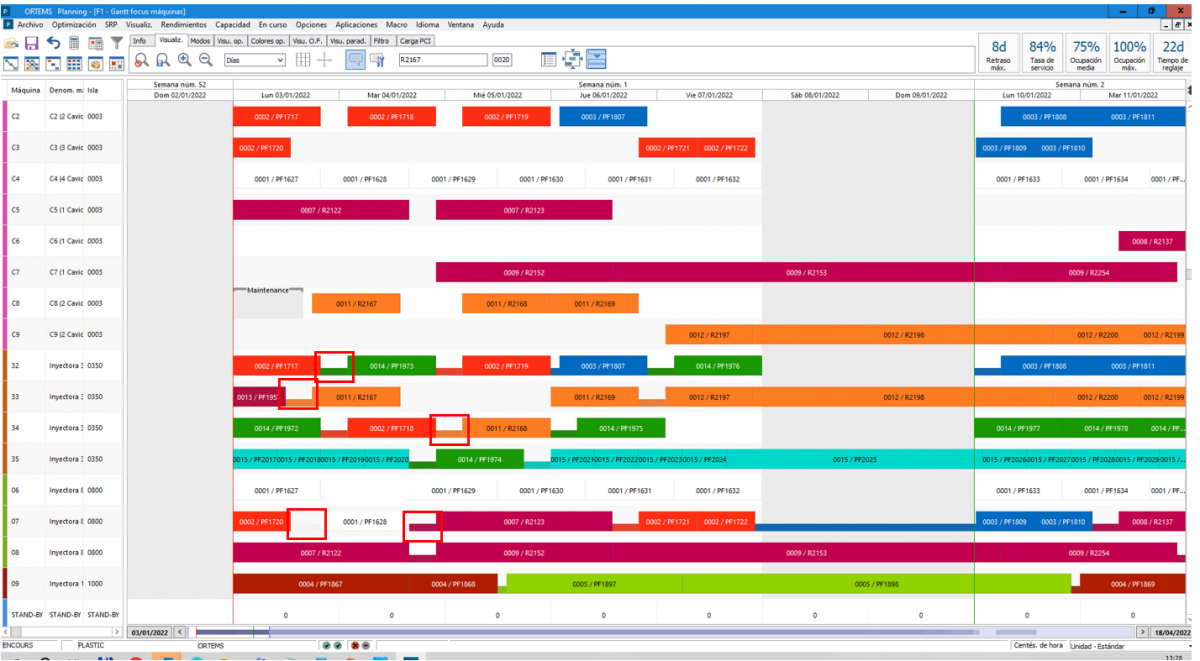
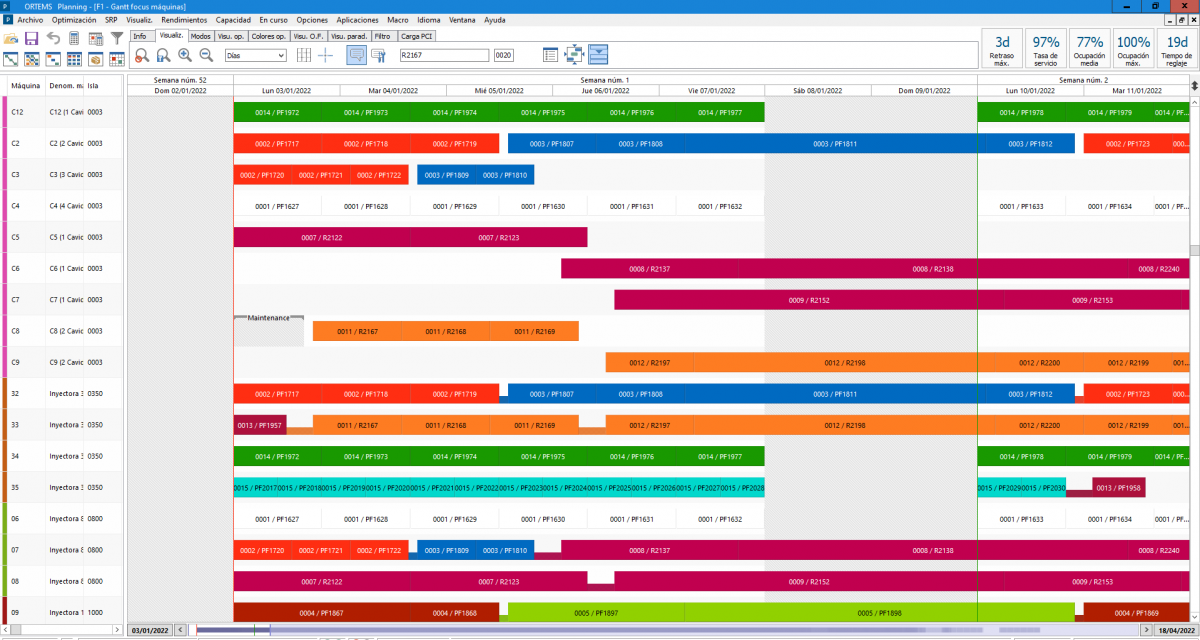
Paso 1 – Obtenemos todas las Ordenes de fabricación (sin optimizar):
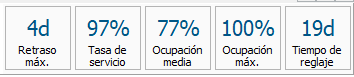
Si incluimos en nuestro análisis de ordenes a fabricar los nuevos pedidos recibidos (ahora sin ningún tipo de optimización), podemos tener unas métricas como las siguientes:
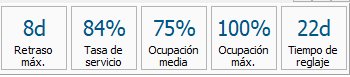
Si bien los indicadores no están mal, sí podemos ver a simple vista que tenemos una secuenciación poco productiva y con muchos tiempos de reglaje y cambios evitables (las hemos marcado en rojo).
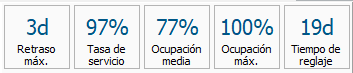
Paso 2:
Ahora, podemos optimizar el proceso aplicando las reglas APS, en este caso priorizando la fabricación. Como podemos ver, no solo hemos bajado los tiempos de ajustes, sino que hemos subido las tasas de ocupación a la par que aumentamos el cumplimiento de plazos.
Paso 3:
Ahora, podemos optimizar el proceso aplicando las reglas APS, en este caso priorizando la fabricación. Como podemos ver, no solo hemos bajado los tiempos de ajustes, sino que hemos subido las tasas de ocupación a la par que aumentamos el cumplimiento de plazos.
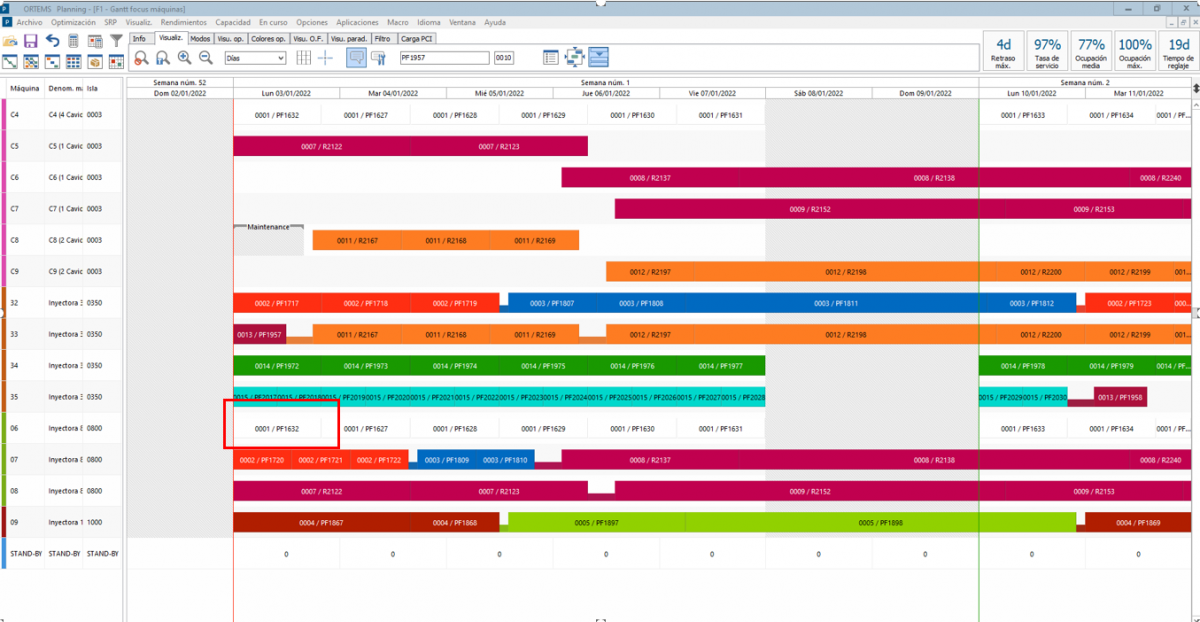
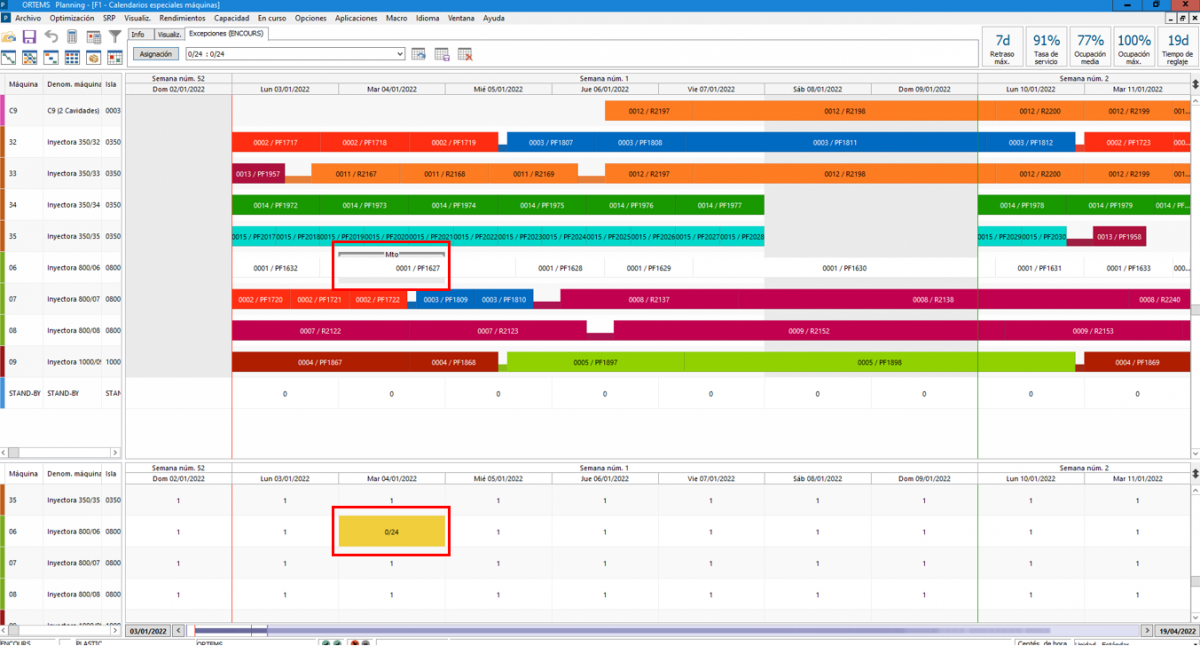
Vamos a un primer ejemplo: nuestro mejor cliente nos pide adelantar la OF 0001/PF1632, del viernes 07 al lunes 01 (lo hacemos manualmente):
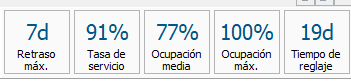
Cómo resultado tenemos que, como el cambio fue en la misma línea, sólo nos ha aumentado el retraso global de entregas.
O, ¿Qué pasa si necesito hacer el mantenimiento preventivo de una línea que me implica parar un día de producción? ¿Como me afectará?
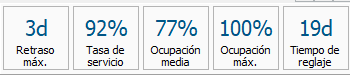
Vamos ahora a simular la parade de la línea por un día, con lo que tendremos nuevos indicadores:
Si ahora aplicamos nuevamente las reglas de optimización, podemos obtener un nuevo escenario mejorado, con los consiguientes KPI´s.
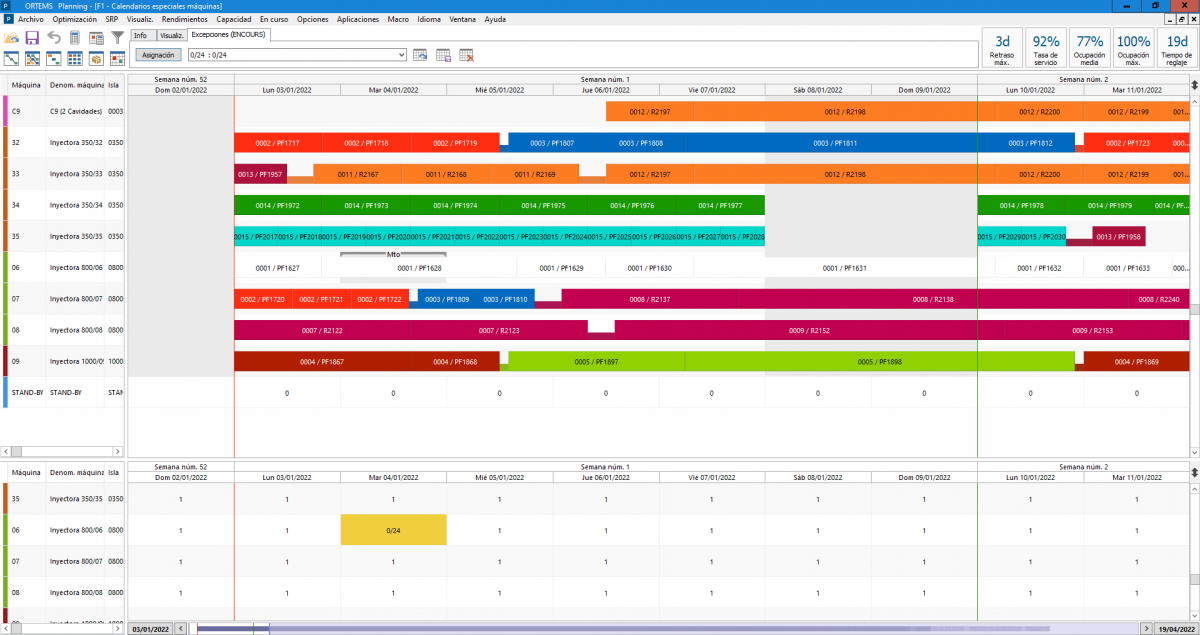
Ya sabemos el impacto que tendrá no solo en la productividad sino también en los pedidos demorados. ¿Podemos parar ahora o es necesario buscar otra fecha?
Cómo hemos visto, las herramientas APS no sólo nos permiten optimizar la fabricación, son también para prever el impacto que cada cambio tiene en la productividad y en el resto de KPI´s o indicadores.
¿Te has preguntado cómo se hace todo este proceso en tu empresa? ¿Tienes la capacidad de analizar todo tipo de datos o lo haces por instinto?
Si quieres dar el salto a la optimización de tu producción mediante la planificación y secuenciación avanzada y mejorar tu OEE, ¡contacta con nosotros!